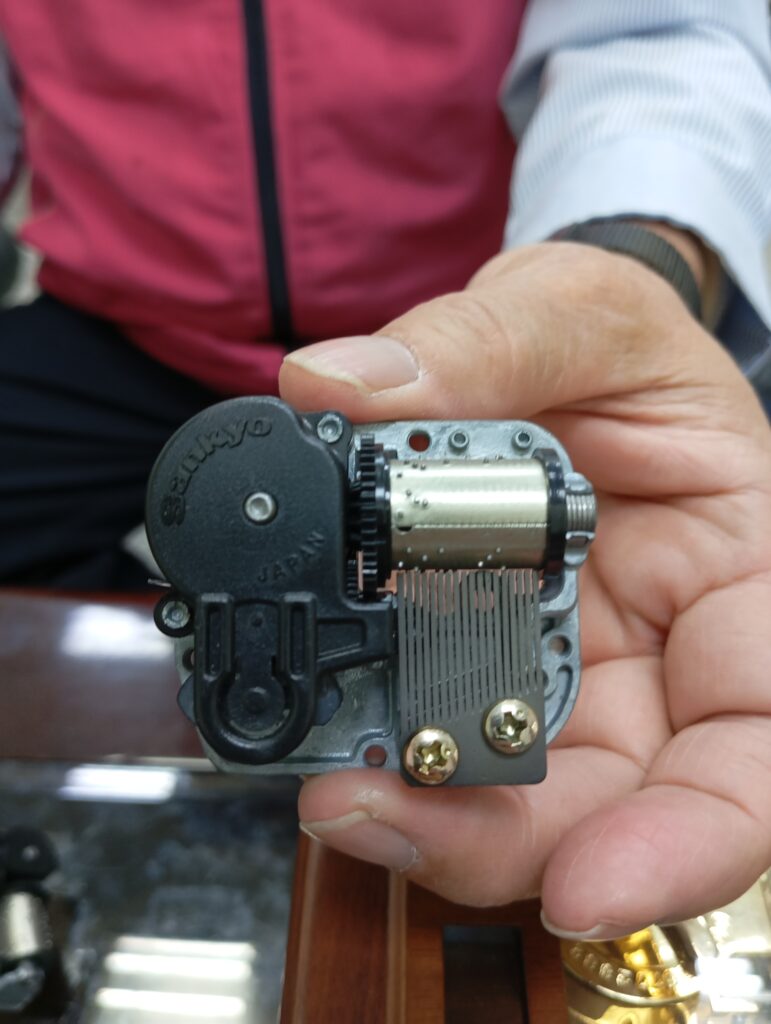
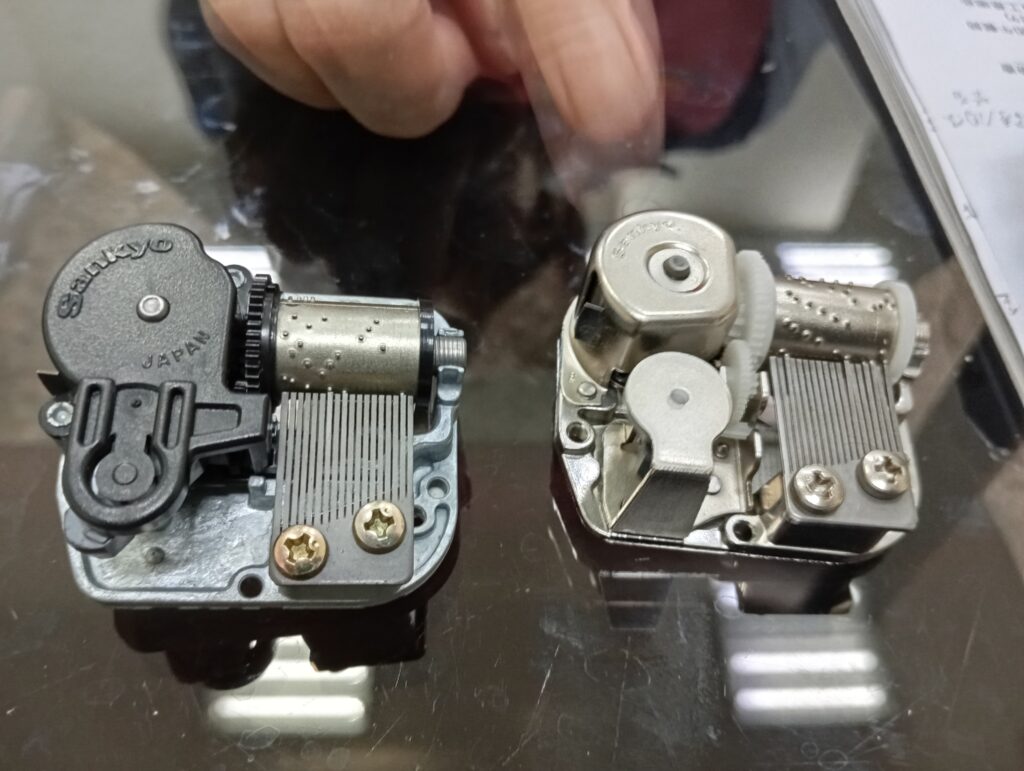
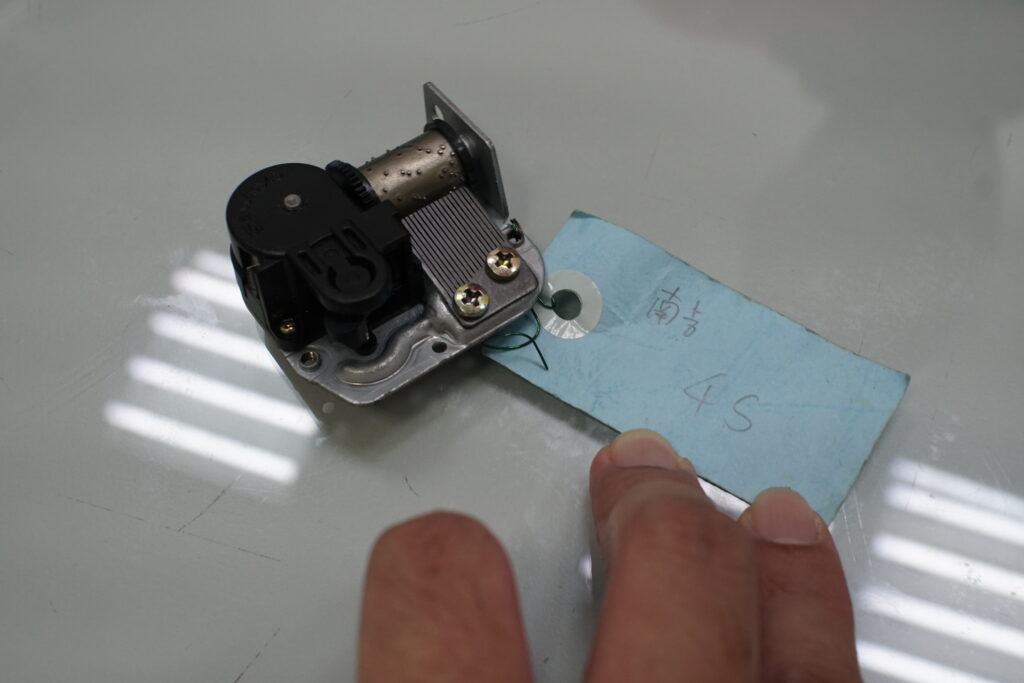
After Sankyo’s Guangzhou factory, which produced 3S and 2.5S models, shut down, the Chinese company Nanjie took over the lower-cost, high-volume 3S production but abandoned the 2.5S model. The 2.5S retained the metal look of the 2S, could be plated gold or silver, and was ideal for music boxes where the mechanism is visible. However, its higher production cost and smaller quantity made it less attractive.
At that time, Kyooh’s sixth general manager, Maruyama, who had been the last GM of Sankyo’s Guangzhou factory, thought it was a pity that Nanjie abandoned 2.5S, since the Guangzhou factory still had an annual market demand of 2.5 million units. Despite the higher cost, the added value justified production. He proposed that Kyooh set up a factory in China to take over 2.5S production.
At the same time, labor-intensive TDM models could also be shifted to the Chinese factory, taking advantage of low wages to optimize costs and generate profits.
Consequently, in January 2002, Kyooh officially began music-spring production in Qishi Town, Dongguan, Guangdong Province.