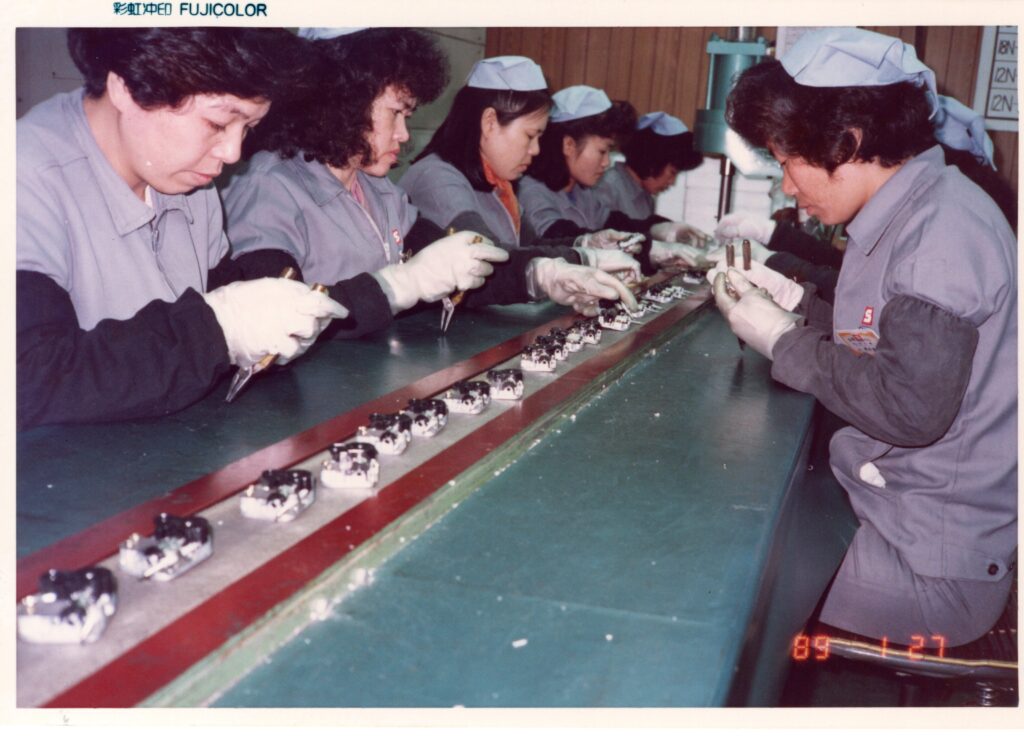
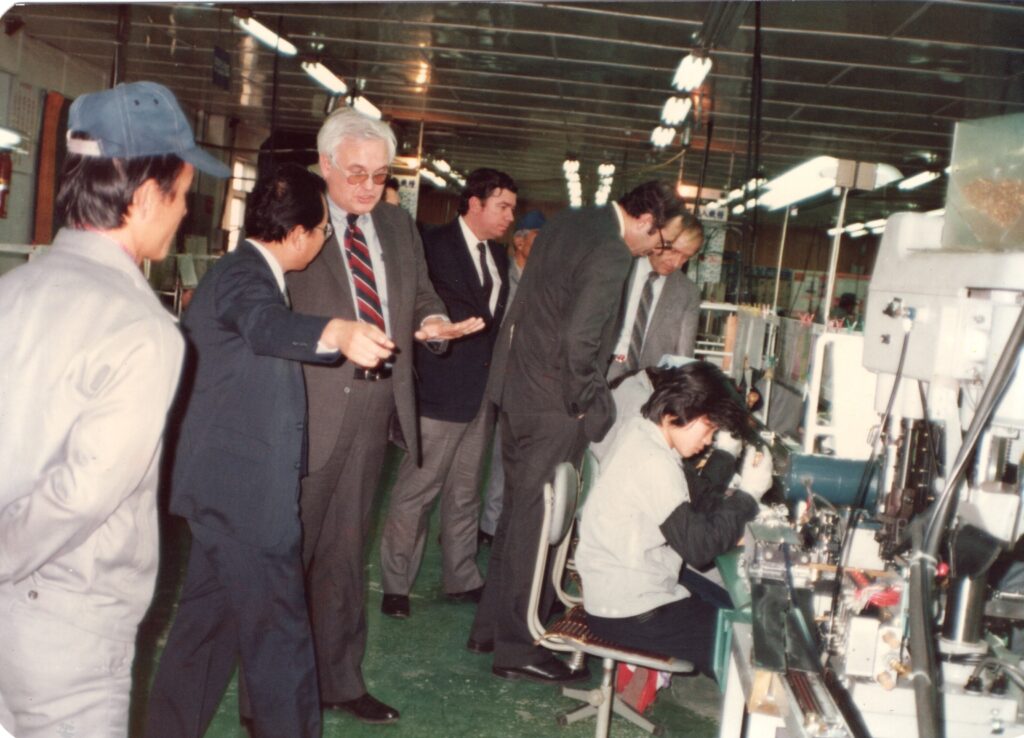
Mr. Christmas 原本的木盒供应商是海山,也就是埔里敲敲木工坊负责人爸爸开的工厂。他们原本在大陆惠州设厂,承接 Mr. Christmas的订单。因为订单稳定,所以工厂规模很大,员工人数接近两千人。但最后因为承受不住他们逐年的降价要求,开始拒绝承接Mr. Christmas的订单,最后也因为经营不易,撤退回台。
Mr. Christmas 为了进一步降低成本,从台商改委托名叫创艺的大陆公司生产,但是这一套每年砍价10%以上的策略,加上借各种理由延迟支付货款,造成创艺也经营不下去,结束营业。
自此, 因为海山与创艺的结束营业,Mr. Christmas 在代工厂同业中的名声彻底扫地,再也没有大型木盒代工厂愿意接他的订单,最终造成 Mr. Christmas 渐渐退出大型音乐盒市场。
所以Mr. Christmas 大型音乐盒品项的消失,并不是因为产品销路的问题。反而是因为过度追求商业利益的后果,最终造成 Mr. Christmas 找寻大型木盒代工厂不易,而渐渐消失在众人的视野中。
但 Mr. Christmas 大型音乐盒订单消失的同时,协樱 TDM的订单也跟着急速萎缩。